企業(yè)動態(tài)

由于落地架式可伸縮膠帶輸送機采用了無螺栓快速拆裝中間架,其安裝更為迅速方便,除中間架外,安裝方法與鋼絲繩吊掛式可伸縮膠帶輸送機基本相同。國產(chǎn)SJ-80型可伸縮膠帶輸送機,在收放皮帶裝置和中間架之間有680毫米高差,安裝時可視現(xiàn)場具體情況,適當墊高幾個H型支架來實現(xiàn)過渡。
把膠帶安裝到輸送機的辦法有許多種,下面介紹幾中方法供參考。
1、在輸送機機架安裝以前,在底板上沿著安裝中心線把下股膠帶放好,待機架裝好后,下股平托輥把膠帶托起,安裝在托輥座上。然后再把楷形托輥組裝在機架上,把上股膠帶沿輸送機旁邊放好,安放膠帶時,從一頭開始,把膠帶逐段翻上去,放在槽形托輥上,這樣比平移上去要迅速和省力。
2、另一種方法是,在輸送機道上方,把整卷膠帶吊掛起來,用人工拉開膠帶,放在下部的回空段平托輥上,下部膠帶安放完畢,再把上部槽形托輥組裝在機架上,以同樣方法安放上部膠帶到槽形托輥上。還有一種方法是,將膠帶卷筒軸支撐在某一適當位置,用一臺小絞車纏繞鋼絲繩拉著膠帶一端,沿著整個輸送機道進行放置。
在試運轉(zhuǎn)時應該按一定次序進行調(diào)整。首先從傳動部開始,按膠帶運行方向,調(diào)整下股膠帶的跑偏;然后從機尾裝載點開始運行上投膠帶調(diào)整。假若膠帶安裝良好、接頭乎直,一般系統(tǒng)地調(diào)整乎托輥和槽形托輥就能糾正跑偏。否則即是由于在安裝及操平找正驅(qū)動部分,儲帶裝置、中間機架和機尾部時太粗心,安裝質(zhì)量差所致。
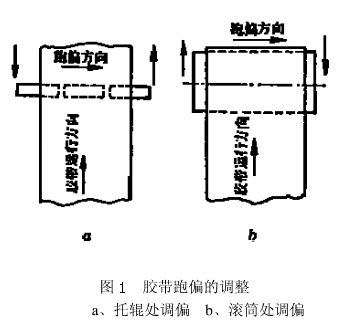
當調(diào)整上托輥和下托輥時,要特別注意膠帶運行和托輥旋轉(zhuǎn)方向。如膠帶向左跑偏,那就要在膠帶開始跑偏的地方,順著膠帶運行的方向,向前移動托輥軸左端安裝位置,使托輥左邊稍向前傾斜,如圖1所示。注意切勿同時移動托輥軸的兩端。另外在調(diào)整時要適當多調(diào)幾個托輥,每少調(diào)一點,這樣要比只調(diào)一兩個托輥,而且調(diào)整的范圍很大來糾正跑偏效果好一些。如膠帶在換向滾筒、卸載滾筒或機尾滾動處發(fā)生跑偏可借助于滾筒軸座上的調(diào)整螺栓擺正滾筒軸校正跑偏,如圖1所示。在移動滾筒之前,先把滾筒兩側(cè)架子上的調(diào)整螺栓放松一些,以便于移動滾筒,否則有可能導致滾筒架的損壞。每次調(diào)整后要讓膠帶在新的情況下運轉(zhuǎn)一段時間,看是否調(diào)好。當滾筒調(diào)好后必須重新調(diào)整刮板清掃器。http://m.sz6868.cn/可伸縮皮帶輸送機技術(shù)整理發(fā)布。
