
企業動態
托輥的組裝恒接決定著托輥的質量,這是托輥制造過程中最重要的一道工序,它決定了托輥各零件相對位置,托輥2端軸承的同軸度誤差、托輥軸與托輥管的同軸度誤差、成品托輥的徑向跳動等參數體現在這道工序當中,要提高這些參數的精度,正確選擇托輥的組裝工藝也是極其重要的,墳工藝正確性選擇托輥組裝工藝也是極其重要的。組裝工藝的正確性主要體現在選擇基準,即工藝上的定位選擇,工作的夾緊、工件的組裝形式3個方面。
托輥組裝的徑向定位通常是以托輥管的外圓定位,高質量的托輥管是生產出高質量托輥的必要前提,由于托輥管的外徑通常不加工,即托輥管的圓度不變,盡管它有誤差,托輥管的外徑應該是托輥組裝時的基準。這樣使得原來固有的托輥管外圓跳動接近于成品托輥的外圓跳動。外圓跳動是表面托輥質量性能的一個很重要的綜合參數,直接影響托輥的轉動慣量和自動平衡,進而影響整機的起動效率及托輥運行中自身附加載荷的大小,縮短托輥的使用壽命。
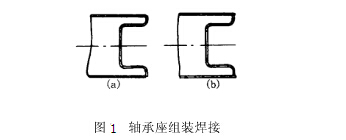
托輥管與軸承的裝配位置有三種,一種是托軸軸承的軸向定位以托輥管的端面為基準,要求軸承管的軸向尺寸必須準確,否則裝配時軸向需要加墊調整,這樣成批生產出質量穩定的托輥比較困難。徑向是以托輥管的外圓定位,由比較精確的工裝保證托輥管與軸承的同軸度,見圖1a。另一種裝配形式見圖1b,托輥軸承的軸向定位以軸的卡簧尺寸為基準,管子的軸向加工精度不可不予考慮,這樣裝配時軸向不需加墊調整,徑向定位完全脫離了工裝束縛,2端軸承的同軸度、軸承與管的同軸度均取決于鋼管的圓度,只要鋼管的圓度符合要求,就能保證成品托輥的制造質量,并且能夠保持其大批量的生產的質量穩定性。托輥輥體組裝焊接時,工件的夾緊方式推薦采用彈性夾緊,如氣動彈簧。
托輥的生產首先要有先進符合加工藝工藝條件的結構設計,采用高質量的原材料和正確的加工手眾人面才能批量生產出質量穩定的托輥,除了必須要達到有關標準的性能要求以外,還應該保證旋轉阻力系數不大于0.022;按實際工況條件正確選擇托輥,其使用壽命不低于30000H。http://m.sz6868.cn/托輥技術整理發布。



