
企業動態
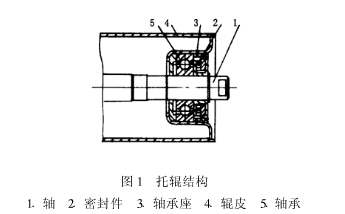
托輥是皮帶輸送機當中最為重的輸送配件之一,主要起著支撐輸達帶和物料重量的作用。輸送設備配件托輥的結構主要包括托輥軸、密封件、軸承座、輥皮(鋼管)、軸承等。托輥的密封形式是托輥的設計要點,其作用是防塵、防水,使得軸承有著良好的工作環境。目前使用的是非接觸迷宮式密封,大多數設計是二道軸向密封和三道徑向密封,考慮到軸承座的制造深度,二道密封可以滿足防塵防水的要求。
托輥的壽命主要取決于軸承的壽命,所以托輥運行壽命和以下工況因素有關。1、帶式輸送機的載荷、速度;2、物料的塊度、沖擊;3、連續運行的時間;4、物料及環境的腐蝕性;5、生產維護的條件。同一種結構的托輥使用壽命不同,這是制造上的原因,制造因素在計算托輥使用壽命時往往被忽略。保證軸承在理想狀態下工作,是托輥制造商的責任,制造過程當中應當保證托輥二端軸承的同軸度誤差和托輥的外圓跳動在允許值范圍內。軸承的間隙在托輥加工制造過程當中不應忽視。
托輥二端的軸承座質量的好壞直接影響與軸承的組裝精度,軸承座的以下二個尺寸極其重要,見圖2,H值在裝配時影響軸承的軸向定位精度,D值直接關系到軸承座與軸承的配合精度。軸承座的沖壓成形是材料的拉伸過程,根據軸承座的形狀的不同,確定拉伸工序,每一次拉伸,應該使得鋼板內部的應力不超過材料的強度極限,并且能夠非常地利用材料的塑性。設計模具時,應該要慎重考慮每次拉伸前與拉伸后的圓徑比,即拉伸系數,拉伸系數形象地表明了每次拉伸的變形程度 。
影響軸承座加工質量的因素如下:
1、原材料;對軸承座沖壓鋼板的要求有二個方面,一方面是機械性能,要有好的強度和延伸率,國內大多數廠家采用08A1,延伸率在百分之三十五以上;另一方面鋼板的厚度公差應在零至零點零五內為最好,要求采用冷扎板。如果采用熱扎板,沖壓時在模具上應加以考慮。

2、沖壓設備;高質量的沖床是保證產品質量的先決條件,建議采用進口曲軸壓力機,能夠準確地控制速度和行程。
3、沖壓模具;沖壓模具是根據沖壓工藝流程而設計的,模具質量要好,其材料推薦采用CR12MO,表面硬度HRC62,間隙式作制的模具表面應鍍鉻,連續式工作制模具表面應鍍鈦,這不僅是使模具耐磨,壽命長,更為主要是使得軸承座成品質量穩定。
4、沖壓軸;對拉伸油的要求是有助于提高冷減徑及冷堿厚工序的金屬流動性,提高模具使用壽命,提高表面光潔度,防止切割和冷焊時粘結。制造廠商高度重視拉伸油的選擇,這一點對于連續作業的生產廠尤為重要。
