企業動態
隨著卷煙物流自動化程度的提高,卷煙條盒輸送線在卷煙企業得到廣泛使用。在使用過程中,經常由于條盒包裝質量問題和機械故障等原因造成輸送線堵塞。因缺少堵塞報警和聯動停機裝置,每次堵塞都會造成整條輸送線上大批條盒相互擠壓而變成殘次品。此外,堵塞后排除故障時間較長,嚴重影響了輸送線有效作業率。目前,在卷煙生產企業中,對解決條盒堵塞的方法缺乏相應的研究,沒有現成的例子可以借鑒。
本文擬在卷煙條盒輸送線上設計并安裝堵塞報警控制裝置,在輸送線發生堵塞時發出報警,以實現聯動停機,并準確顯示堵塞點,方便維護人員快速處理,恢復輸送線正常運行。
1、輸送線堵塞原因分析
卷煙條盒經提升機提升到輸送線,要經過2個動力頭接口才能到達橫向收集區,而動力頭銜接口處有一定的間隙。當條盒走偏、透明紙沒包好或者無透明紙小盒散落煙走到此處時,容易造成堵塞。而動力頭銜接處缺少監測裝置,條盒主電柜
控制裝置不能監測到堵塞并控制輸送線停機,致使很多條盒變成廢品。因此要想減少輸送中產生的堵塞數量,必須在動力頭區域安裝堵塞檢測裝置。
2、輸送線堵塞解決方案
(1)檢測器安裝位置
選擇安裝位置以全面檢測堵塞區域為目的,縮小堵塞范圍為原則,經對現場反復考察分析,檢測器最佳安裝區域定位在2段輸送線銜接處的出口和人口處,安裝位置如圖1所示,無論哪一個檢測器檢測長時問有信號,都會產生相對應的輸送線停機信號。
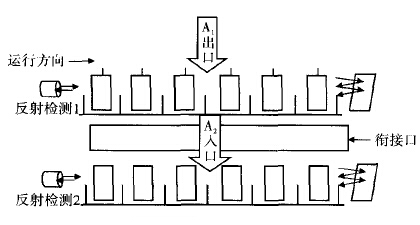
圖1 檢測器安裝位置示意圖
(2)堵塞檢測器選型
經實地測量,條盒輸送線每排6條線總寬度為0.5 m,大于0.5 m范圍反射式檢測器即可滿足要求。選擇圖爾克公司生產的BT18-BP-VP6X-H1141偏振反射板傳感器,有效檢測距離為3.5m,完全滿足要。
3、快速定位報警裝置設計
(1)控制輸送線動力頭改進方法
正常情況下,當按下條盒輸送線主電柜的動力頭啟動按鈕時,條盒輸送線主電柜的PLC輸出信號,動力頭開始運行,相對應的輸送線也開始運行;出現變頻器故障時,故障信號會反饋到條盒輸送線主電柜的PLC中,使對應的條盒輸送線停止。由此可以用堵塞信號輸出1個“變頻器故障”假信號,同樣會引起條盒輸送線停止。
根據以上分析得出,用銜接口堵塞信號去控制輸送線是可行的,但要達到有效控制和精確定位,裝置宜采用三菱FXoN-40PLC來處理堵塞信號。
(2)變頻器與PLC電氣設計
變頻器使能信號通過PLC輸出驅動繼電器,用繼電器KA01控制動力頭變頻器端子l2,27與端子18閉合來實現。變頻器故障信號由變頻故障繼電器(JK2)1腳和3腳輸出,控制3L1到條盒輸送線主柜PLC輸入點來實現停機。為使堵塞不影響原有輸送