企業動態
在工業生產中南于工藝布置、工藝流程及生產場地的原因,需要被輸送的產品進行0至180°的轉彎輸送。最常用的方法是采用兩臺交叉布置的輸送機如皮帶輸送機,鏈式輸送機等,加上固定轉彎導板完成轉彎輸送,產品在整個轉彎過程中是被強制改變運動方向的。這種方法輸送較大的產品和箱類物品簡單可行,但在輸送如瓷板及裝有陶瓷原料的軟質包就容易產生轉彎輸送失敗,造成瓷板一角折損或破裂,裝有陶瓷原料的的軟質包被卡在固定轉彎導板處。因此要求設計出針對上述產品特性的轉彎輸送機。
1、產品在轉彎輸送時的運動特性
薄形板類和軟質包相比,薄形板類的形狀固定,比如瓷板雖然比較硬能承受的靜壓力大,但比較脆,尤其在瓷板的邊角上,輸送不當造成瓷板銳角的破損疵點是引起產品損壞的最大原因。裝有陶瓷原料的軟質包的外形是由袋內的散裝物相對流動而對外袋產生壓力維持的,外力的作用也能引起和改變外袋的形狀。采用傳統的轉彎輸送方法,瓷板在直線運動變轉彎運動時運動中的瓷板的一角首先接觸固定轉彎導板(固定轉彎導板是靜止的),兩者存在速度羞,引起瓷板的一角與固定轉彎導板發生沖撞,致使瓷板的銳角折損。同樣裝有陶瓷原料的軟質包在通過轉彎輸送時,軟質包一部分或者一側是“擠”著同定轉彎導板完成轉彎的動作,局部速度的變化使外袋的形狀發生變化,所以容易在固定轉彎導板與輸送機之銜接處發生卡包現象。
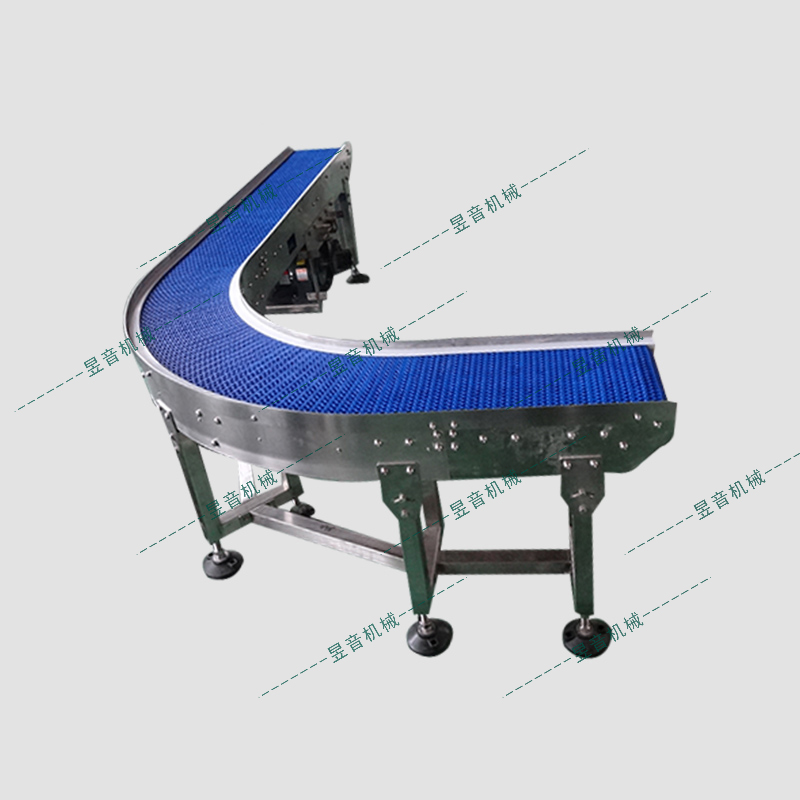
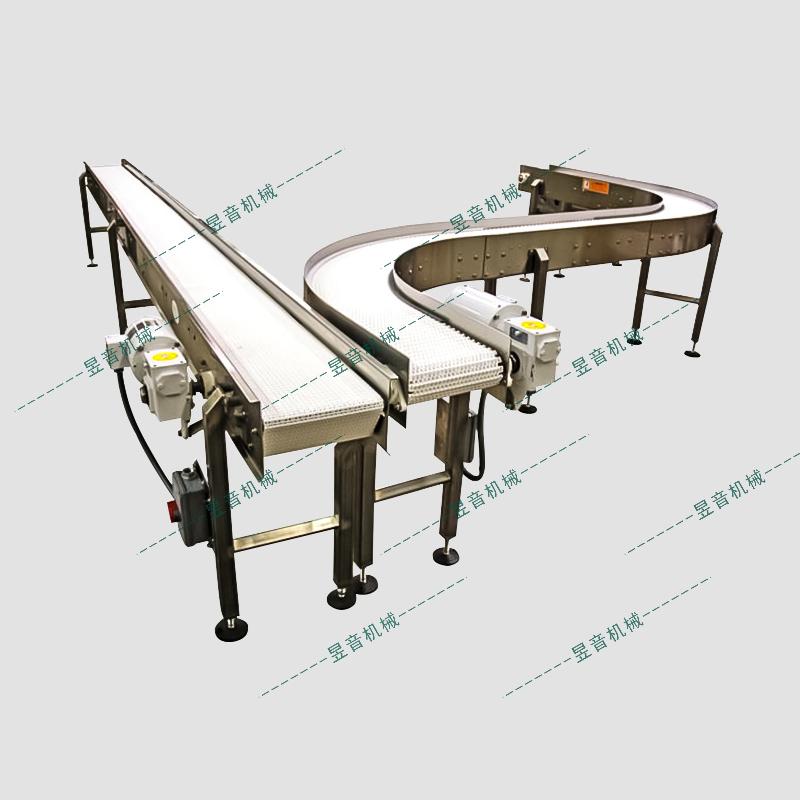
2、圓錐托輥式轉彎輸送機
(1)圓錐托輥式轉彎輸送機的運動原理
這種轉彎輸送機分直線段和圓弧段兩部分,在直線段輸送物等速運動,到了圓弧段被輸送物在托輥上轉彎時各點速度不同,近外弧的速度大于內弧的速度,輸送物借于內外的速度差完成輸送物轉彎運輸。內外弧道的圓心O也是輸送物轉彎的速度瞬心,托輥上各點速度分布如圖1。
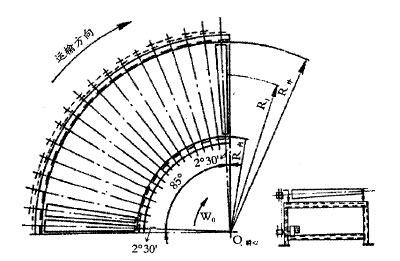
圖1 托輥上各點速度分布
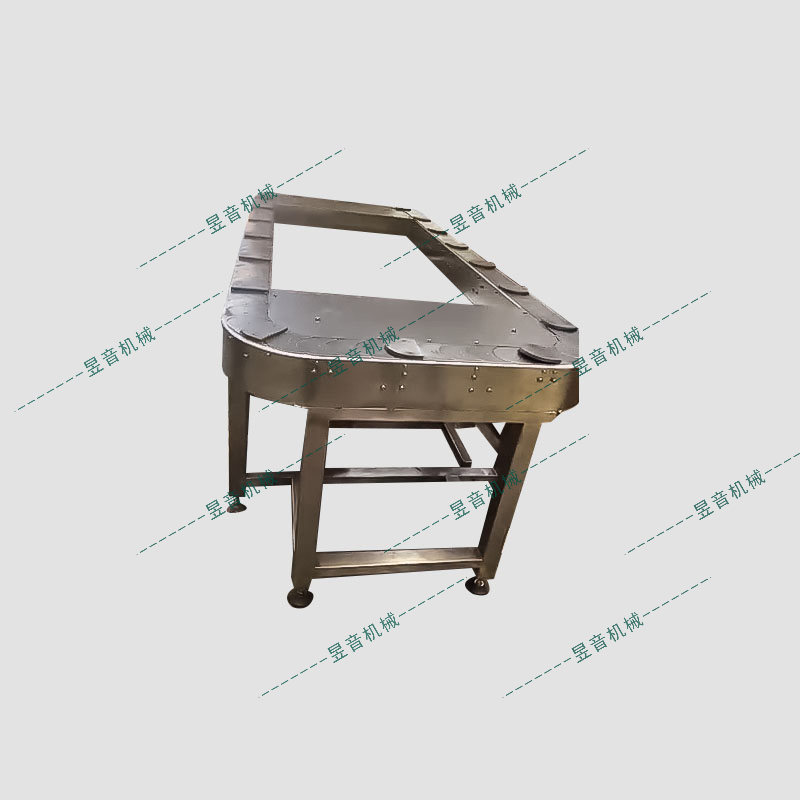
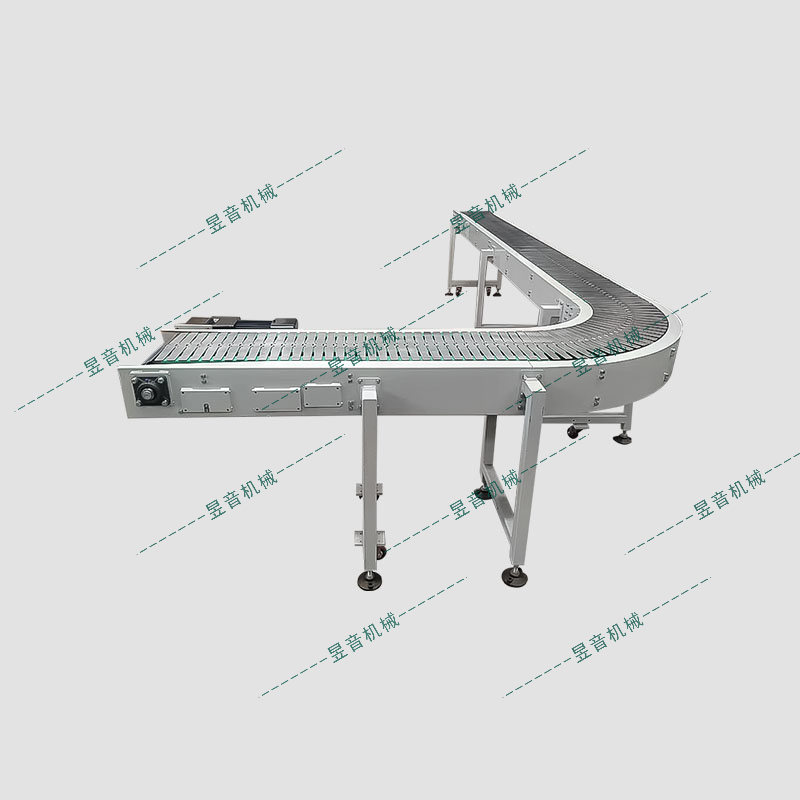
(2)圓錐托輥的布置與設計
圓錐托輥式轉彎輸送機是依靠磨擦力輸送貨物的,托輥的最小直徑控制在50mm左右,太小了影響到與瓷板磨擦包角。相鄰兩托輥間的距離也要根據輸送物的特點而定;輸送瓷板類形狀固定的貨物時,要求能同時接觸到三個以上的托輥,以保證重心的位置。輸送裝有陶瓷原料的軟質包時,如果兩托輥之間間隙過大,外袋陷入二托輥之間空間的那部分會凸了出來,袋子里的貨物流動即充滿外袋凸出的部分,增加了前托輥阻力,隨著托輥的轉動使貨包陷的更深,以至輸送失敗。
為了確保轉彎時輸送物輸送順暢,采用驅動全部托輥的方法更加合理,驅動全部托輥后,輸送物與托輥每個接觸點的速度一致,不會由于動力托輥與從動(沒動力輸入)托輥的速度差影響轉彎輸送。