行業新聞
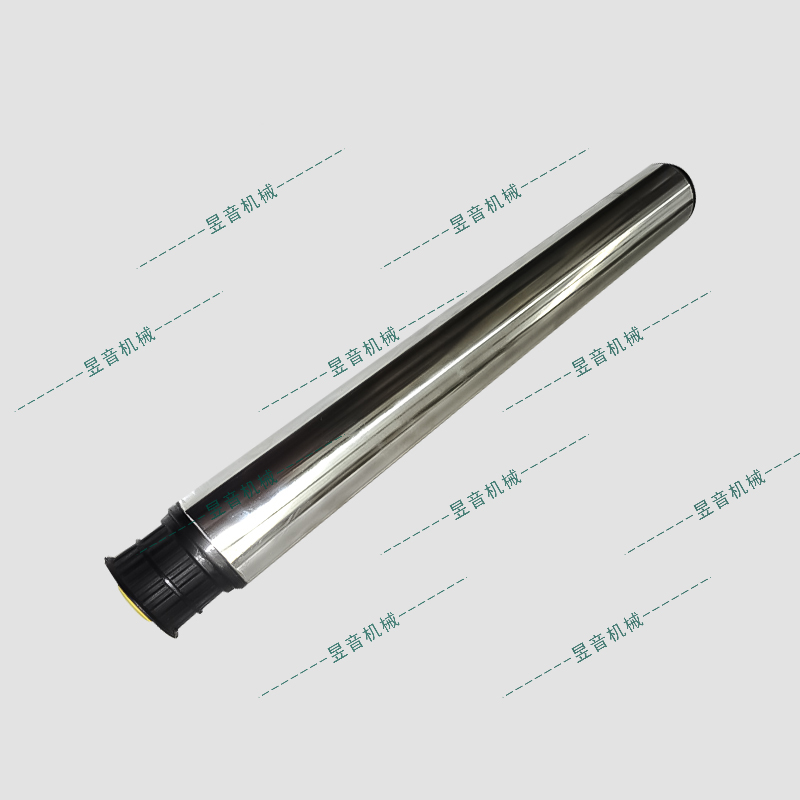
將焊接機裝在一套自動化設備上是一項復雜艱巨的工作、且只有具備相當專業知識和操作能力的廠商才能夠提供該設備。根據材料的特點選擇焊接工藝滾筒的生產主要有輥體初車、初校靜平衡、軸頭過盈裝配焊接、精車和精校動平衡等工序組成。若對形位公差如圓度、圓柱度這在滾筒制作中絕對不允許。
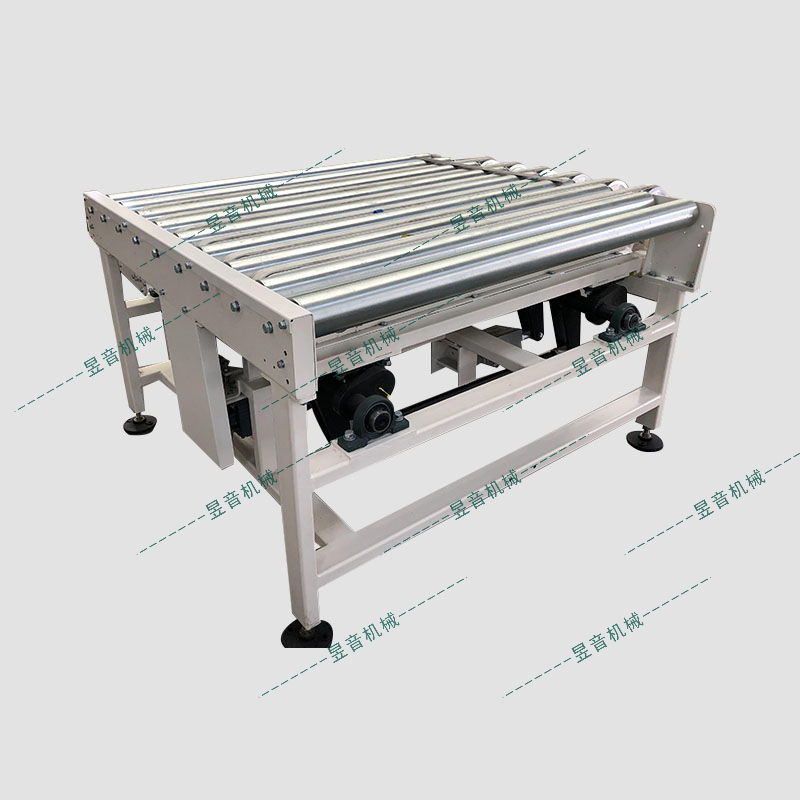
滾筒輸送機非常適用于各類箱、包、托盤等件貨的輸送,小件物品及散料或是不規則的物品則需要放在托盤上或周轉箱內進行輸送。滾筒輸送機還可以進行輸送單件重量很大的物料,或是承受較大的沖擊載荷量,滾筒線之間易于銜接過濾,可用多條滾筒線及其它的輸送機或是專機進行組成復雜的物流輸送系統,來完成多方面的工藝需要。

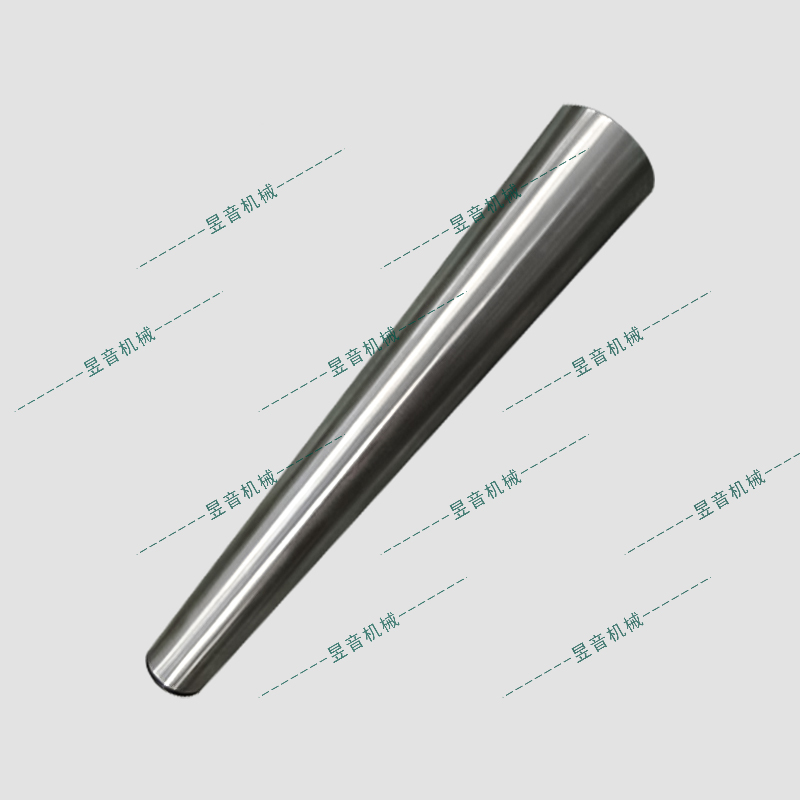
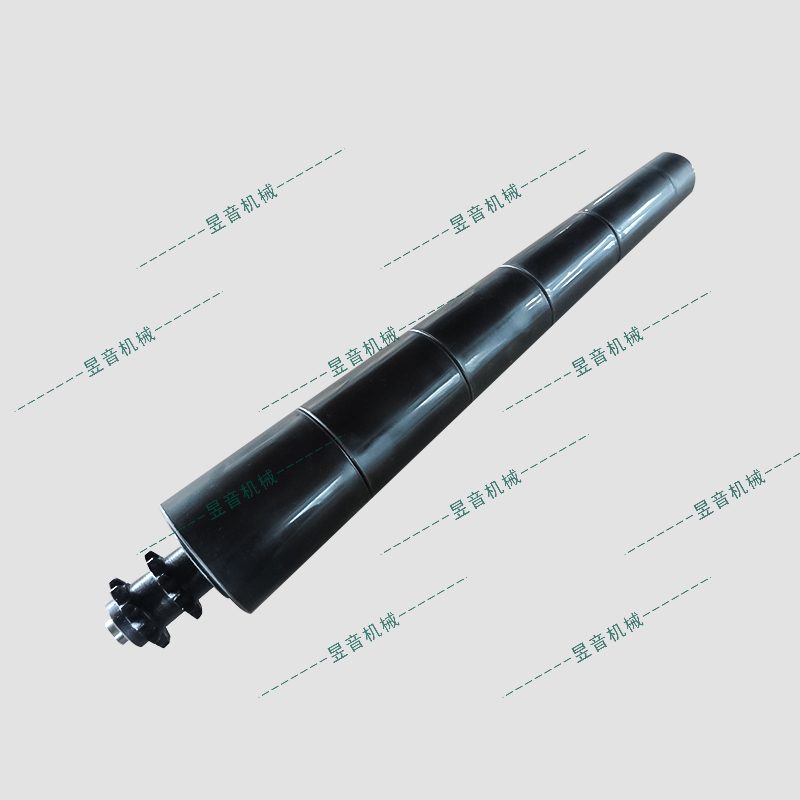
再有,在電鍍及表面處理過程中應嚴格保證適中的鍍層厚度,在磨削過程中特別在超精磨過程中更應嚴格按照工序步驟進行,決不應圖省圖快而忽視正常的步驟來減少工序,在制作過程中,要針對不同的輥坯采用相應的調質、回火等熱處理工序;其次,在加工進程中,還必須在焊接工序后進行消除應力,對選擇坡口形式時,除保證焊透外還應考慮施焊方便,填充金屬量少,焊接變形小和坡口加工費用低等因素。滾筒 按作用來分,有要保證傳遞精度的如數碼激光打印機上的滾筒,有起壓濾作用的如造紙機械上的壓光輥,托輥金屬滾筒的加工中會使用到焊接,首先我們就要了解焊接工藝的原理與使用。
焊接工藝焊接是一種將材料永久連接,并成為具有給定功能結構的制造技術,這項技術工藝已經經歷了無數次技術革新。自動焊接技術的出現大大提高了其質量,同行也提升了焊接速度。厚度不同的兩塊鋼板對接時,為避免截面急劇變化引起嚴重的應力集中。按尺寸來分類,有大型的如造紙機械用滾筒(長度可以達到10米以上,直徑在1500mm以上),有小型的如自動流水線上皮帶輸送上用的平托輥(一般在1米長度以內,直徑也在159mm以內)接接頭焊縫的橫截面形狀,決定于被焊接體在焊接前的厚度和兩接邊的坡口形式。焊接較厚的鋼板時,為了焊透而在接邊處開出各種形狀的坡口,滾筒以便較容易地送入焊條或焊絲。
坡口形式有單面施焊的坡口和兩面施焊的坡口。和直線度等要求在0.2mm以下的,則在精車后需要上外圓磨床或軋輥磨床磨削加工。
但在實際使用生產過程中存在嚴重的隱患,一般來說,搭接接頭不適于在交變載荷、腐蝕介質、高溫或低溫等條件下工作。為提高表面硬度進行表面淬火或滲氮處理等工序,絕不能因為成本高而抽掉這些工序,這在表面上似乎是看不出來的。否則無法制出合格的滾筒來。常把較厚的板邊逐漸削薄,達到兩接邊處等厚。對接接頭的靜強度和疲勞強度比其他接頭高。在交變、沖擊載荷下或在低溫高壓容器中工作的聯接,常優先采用對接接頭的焊接。搭接接頭的焊前準備工作簡單,裝配方便,焊接變形和殘余應力較小,因而在工地安裝接頭和不重要的結構上時常采用。應按不同塑料制品工藝來選用無縫鋼管還是鍛件或離心澆鑄件,滾筒成型后,出于防銹防腐、耐磨和支撐的需要,還需要表面處理或包覆如噴漆、鍍鋅、TEFLON噴涂、滾筒包橡膠、鍍鉻、陶瓷噴涂和氧化等工序。有對尺寸精度要求不高的支撐用托輥,有熱交換要求的滾筒,也有起重型壓濾作用的滾筒等。