行業新聞
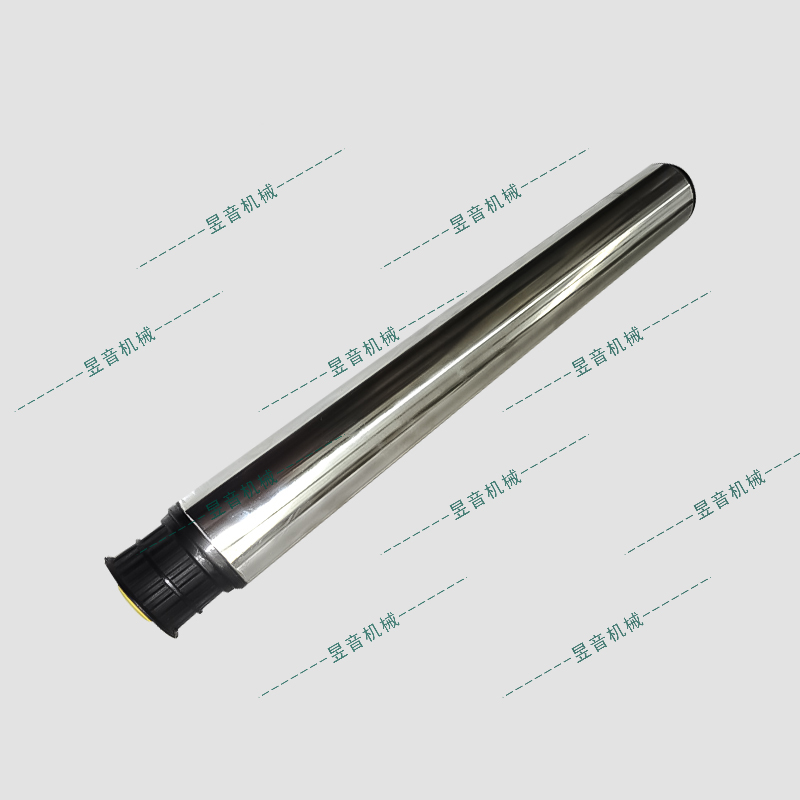
滾筒是皮帶輸送機的主要轉動部件,材料組織不均勻、零件外形誤差、加工誤差、裝配誤差以及結構形狀局部不對稱等原因,都會引起滾筒質點對其重心軸線分布不均勻,造成旋轉中的滾筒重心主慣性軸與旋轉軸線不重合,產生不平衡離心力即靜不平衡。尤其是重型或高轉速的滾筒,即使具有很小的偏心 距(滾筒轉動部分的重心軸線對旋轉軸線的偏心量),也會引起非常大的不平衡離心力,直接對軸或軸承座產生磨損,且由于受力不均,易使及其產生振動,使皮帶輸送機運行平穩性差,縮短輸送機的使用壽命。所以,滾筒的這種不平衡離心力原則上是越小越好,實際生產過程中必須加以控制,使其在允許范圍之內。
1、滾筒靜不平衡允許值的確定
根據GB-10595-1989《帶式輸送機技術條件》中要求,滾筒靜平衡精度等級應達到G40標準,即滾筒轉動部分的許用不平衡度以等于40為標準,凡 小于40時符合要求。滾筒靜不平衡允許值大小與滾筒的轉動部分(即轉子)質量、許用偏心距、轉子轉速有關。同一滾筒在不同帶速下,靜不平衡允許值不同,帶 速越高其允許值越小。
2、滾筒靜不平衡的控制方法
當滾筒的靜不平衡值超過規定的允許值時,雖然可以通過在滾筒接盤上添加材料的辦法予以補償,但存在以下弊端:①增加生產制造成本;②影響產品外觀;③經過長期運轉,配重塊易掉下來;④若超差太多,將無法進行補償,也是設計、工藝上絕對不允許的。
我公司在滾筒生產過程中,改變傳統的工藝方法,變事后把關為事前控制,對制造過程的各環節實施重點控制。以鑄焊接盤滾筒為例具體說明如下:
(1)確保滾筒筒皮卷制精度
①滾筒卷頭用120°圓弧樣板檢查,不能出現大于0.3mm的間隙,并考慮防止焊接時的凹陷現象;
②滾筒卷板半徑用樣板或模具進行檢查,并保持鋼板厚度變化均勻;
③滾筒卷制精度必須保持在2mm范圍以內,以保證滾筒的外徑尺寸要求及筒皮加工后能達到最小壁厚尺寸要求。
(2)滾筒接盤加工過程中的工藝控制要點
①以滾筒接盤內壁為找正粗基準,一次裝夾車成外圓、內孔及各部端面;
②滾筒接盤壁厚精度不得大于3mm;
③滾筒鑄焊接盤要做靜平衡試驗,不平衡允許值不得大于1kg。
(3)滾筒不允許先包接盤后焊筒皮縱縫,采取筒皮校圓再裝接盤的工藝方法,且筒皮與接盤點焊在擺焊臺上進行。
(4)滾筒筒體加工過程中的控制要點
①重視鏜內孔的找正,采取在鏜桿上裝夾百分表,以粗加工時內孔為基準,打表找正,精度應小于0.5mm;
②找正后串鏜桿一次鏜成兩端面止口及內孔;
③檢測滾筒的最小壁厚與壁厚差。測量時,為了更準確地反映整個滾筒的壁厚差,對于鑄焊接盤滾筒,采取在距環縫100mm處,沿圓周方向避開縱環縫50mm,每隔90°等分4條線,每條線上均勻地測4點壁厚,最小值大于最小壁厚,差值小于規定的壁厚差。