企業動態
隨著煙草加工設備的高速化的發展,輸送機械的速度也得到了大幅度的提高。輸送機械生產速度由原來的40條/min提高到80條/min。與輸送機械相連的條盒輸送系統由于采用鏈板結構的限制,單通道穩定輸送速度在50條/min。對于生產速度在50條/min以上的輸送機械設備,YF611型條盒儲存輸送系統采用分道的方式進行處理,即將一臺輸送機生產的條煙進行分成兩道,由兩條輸送線進行輸送。原分道部件的結構復雜,工作時運動過程多,只能夠滿足處理生產速度在70條/min以下的輸送線。并且同由于結構限制,對條煙表面質量影響較大。為此對分道部件進行改進,使其滿足生產速度為80條/min的輸送線要求。
1、改進前的分道部件
輸送機械輸出的條煙通常是橫向的,而條盒輸送系統上的條煙是縱向放置的,因此條煙在輸送到條盒系統時,要經過橫縱轉換。原結構是條煙在橫條皮帶輸送機上以兩條煙為一組,輸送到與其垂直布置的滑板的兩個滑道上,從而完成橫縱條轉換和分道處理。分道部件結構如圖1所示。
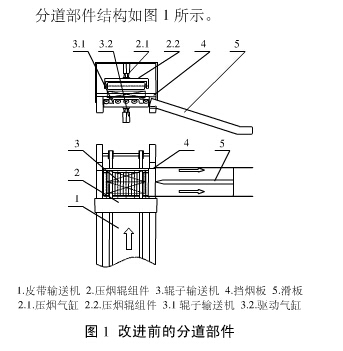
橫向皮帶輸送機將橫向放置的條煙輸送到皮帶輸送機端部的擋煙板處,在經堆積下移動,壓住其下的第三條煙,以阻止后續條煙前行。壓煙輥到位后,輥子輸送機在驅動氣缸的作用下向上運行,使處于其上方兩條煙脫離皮帶輸送機的皮帶后,輥子輸送機開始轉動,將兩條煙輸送到與皮帶輸送機垂直安裝的滑板上,兩條煙在滑板的兩個滑道內滑到兩臺提升機通道內,從而完成條煙的橫縱條轉換和分道。條煙離開輥子輸送機后,驅動輥子輸送機的氣缸收回,輥子輸送機下降到皮帶以下。輥子輸送機到位后,驅動壓煙輥的氣缸收回,壓煙輥放開其下條煙,條煙被輸送到擋煙板處。
該結構由于結構復雜,工作過程當中的動作相對較多,工作效率低,只能匹配生產速度為70條/min以下的包裝機。另外,壓煙輥下降時,由于皮帶輸送機要及時將包裝機生產的條煙輸送走,皮帶輸送機不能停,因此壓煙輥下的條煙與皮帶間摩擦較大,影響產品表面質量。
2、改進后的分道部件
為了滿足匹配更高速度的包裝機要求,分道結構的動作應該簡單,條煙行程盡可能的短。因此,改進后,條煙分道在縱條皮帶輸送機上完成。縱向皮帶輸送機可以并排放三條條煙,條煙到位后氣缸將其推上左道,下一條煙到位后氣缸收回,將其推至右道,從而完成條煙分道。
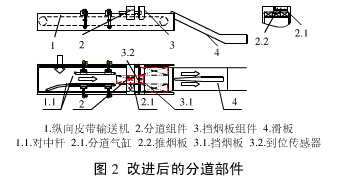
如圖2所示,改進后的部件包括縱條皮帶輸送機、分道組件、擋煙板組件、滑板,其中,分道組件由分道氣缸和推煙板組成,擋煙板組件由擋煙板和到位傳感器組成,皮帶輸送機上安裝有兩條條煙對中桿。http://m.sz6868.cn/輸送機技術整理發布。