企業(yè)動態(tài)

隨著現(xiàn)代科學(xué)技術(shù)發(fā)展的進(jìn)步,PLC系統(tǒng)成為各類輸送設(shè)備必不可少的智能系統(tǒng)。PLC是Programmble Logic Controller的縮寫,又名編程、可編程控制器、可編程序控制等,是為工業(yè)自動化領(lǐng)域?qū)iT設(shè)計的、實現(xiàn)數(shù)字運算操作的電子裝置。滾筒輸送機的臺達(dá)PLC采以編制程序的存儲器,用來在其內(nèi)部存儲執(zhí)行邏輯運算、順序運算、計時、計數(shù)和算術(shù)運算等操作的指令,并且能夠通過數(shù)字式或是模擬式的輸入和輸出,控制各種類型的機械或是生產(chǎn)過程。
滾筒輸送機在輸送紙箱時,紙箱上的運動過程主要由凸輪帶動帶有吸此嘴的軸上下運動完成的。軸上附的拔桿,在將紙箱吸下的過程當(dāng)中,拔桿壓住連桿上的小軸,這時彈簧處于拉伸狀態(tài),連桿向上運動,使得連桿帶動擋片擋住上面的紙箱,從而保證只有一個箱被吸下。在箱被放下的過程當(dāng)中,擋片逐漸壓在箱上,防止箱蹦起來。當(dāng)負(fù)壓真空裝置向上運動時,連桿在彈簧的作用下向下運動,使連桿帶動擋片向上翻。如此往復(fù)運動完成吸紙箱的過程。當(dāng)紙箱被放下時,停止吸氣,紙箱被支撐起來,傳遞裝置將紙箱傳送到下一道工序。

紙箱上料運動的控制設(shè)計:紙箱上料的運動主要由凸輪控制,這樣需要用一個步進(jìn)電機帶動減速裝置再聯(lián)接到凸輪上,由凸輪運動的角度來對紙箱上料的整個機構(gòu)進(jìn)行控制,因此對于控制系統(tǒng)來說只要控制步進(jìn)電機就可以實現(xiàn)對紙箱的上料了。紙箱上料運動的檢測設(shè)計:在吸嘴位置安裝檢測紙箱到位的接近傳感器,這樣如果紙箱沒有料供上、外界影響或者機器本身的原因?qū)е录埾渖狭铣霈F(xiàn)問題可以及時的讓控制系統(tǒng)知道,然后報警,讓工作人員來處理實際出現(xiàn)的問題。
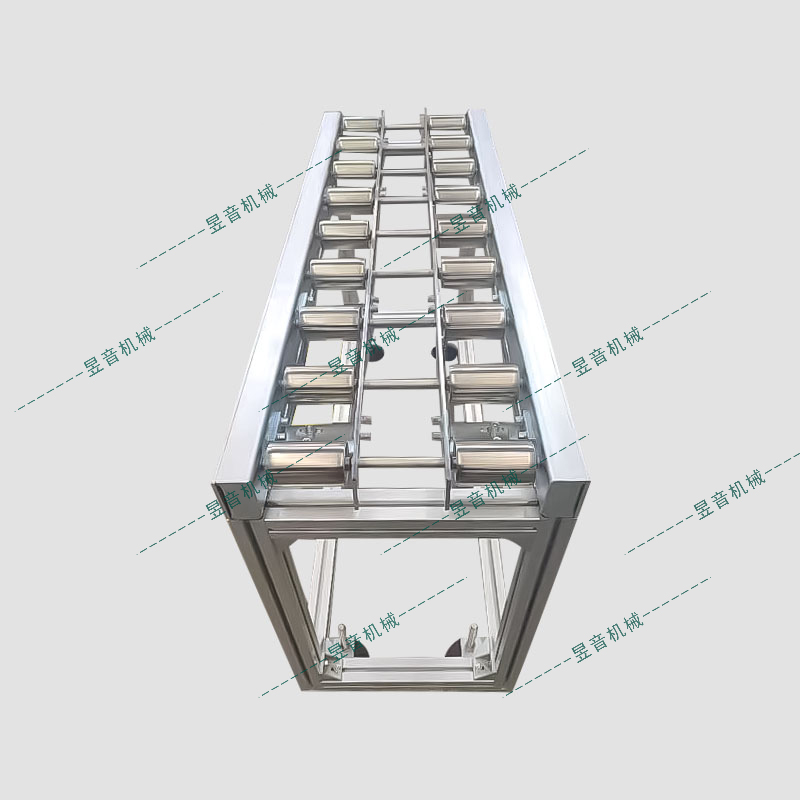
輸送設(shè)備的在輸送紙箱時,其該設(shè)備的運行平穩(wěn),動作協(xié)調(diào),通過變頻電機獨立驅(qū)動不同的機械機構(gòu)使產(chǎn)品提升、平移、降落,并且與氣動、電、光控制相結(jié)合實現(xiàn)自動化操作。它采用無壓力輸送,其輸箱通道采用三段(進(jìn)箱段、裝箱段、出箱段)無壓力控制設(shè)計,由變頻驅(qū)動的減速電機來實現(xiàn)快速進(jìn)箱、裝箱及出箱段)無壓力的控制設(shè)計,由變頻驅(qū)動的減速電機來實現(xiàn)快速進(jìn)箱、裝箱及出箱。此外,它采用兩組箱體底部定位,不但定位效果好,還減少因紙箱外型尺寸差異所造成的故障停機。為了滿足食品包裝的要求,該輸送設(shè)備還使用了無油潤滑的氣動元件,大部分運動部分之間均采用了終生不需要油潤滑的人性化設(shè)計,避免油的污染,同時也減少了用戶的維護(hù)成本。http://m.sz6868.cn/滾筒輸送機技術(shù)整理發(fā)布。