企業動態
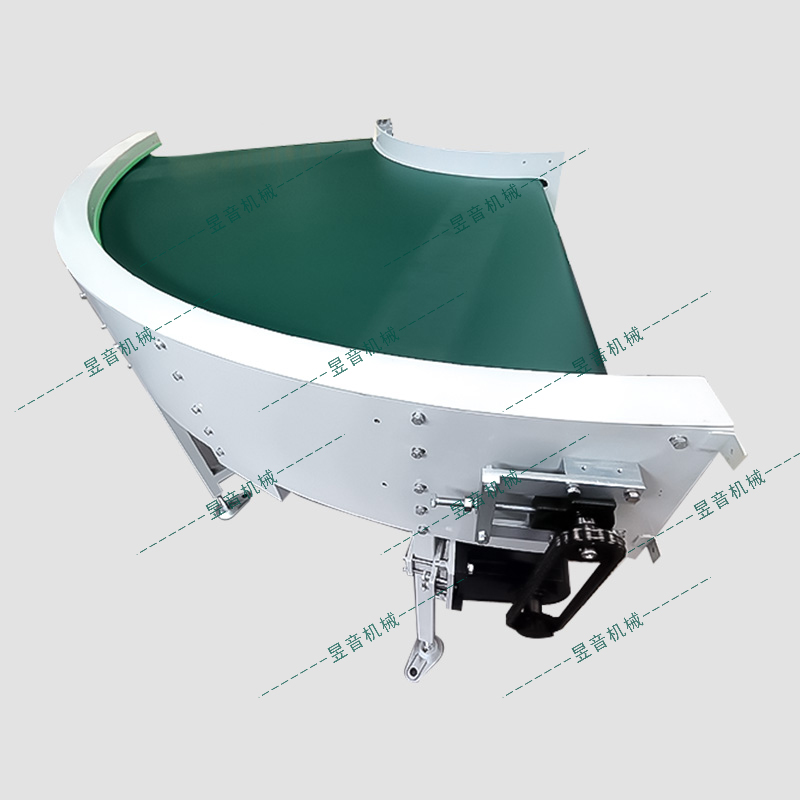
皮帶輸送機是各類輸送物料的常用機械輸送設備,可以進行因地制宜的進行選用直線、彎道、斜坡等線體形式輸送。皮帶輸送機還可以在電子塑料 、食品輕工、化工醫藥等行業進行輸送。皮帶輸送機根據輸送物料的不同需求還可以進行連續運行、節拍運行、變速運行等多種控制方式。皮帶輸送機主要是由機架、托輥、驅動裝置、張緊裝置、改向裝置、制動裝置以及清掃裝置等進行組合而成的。
皮帶輸送機的機架分為頭架、尾架、中間架及支腿、拉緊裝置架、驅動裝置架等。 機架所使用的板材與型材必須選用優質的鋼材,并且經過鋼材噴丸預處理工藝處理。機架制造和安裝誤差導致皮帶輸送機中心線與理論中心線出現偏差,會導致輸送帶跑偏。機架剛度設計較差,或偷工減料,或材料不對,會導致輸送帶跑偏。機架縱向中心線與輸送機縱向中心線應該進行重合,其允許偏差小于或等于3mm。機架縱向中心線的直線偏差在任意長度內小于或等于5mm,但在輸送機全長上機架對皮帶中心線小于或等于35mm。機架支腿建筑物地面的垂直度偏差千分之二。機架接頭處的左、右錯位偏差和標高偏差均小于或等于1mm。兩邊中間架的間距允許偏差小于或等于正負1.5mm;兩邊中間架標高差不大于中間距的千分之二。在垂直于機架縱向中心線的平面內,其兩邊機架對角線偏差小于或等于正負2mm。機架橫向水平度水于寬度的千分之二;縱向水平度誤差小于或等10mm。彎轉段的托輥架間距為正常托輥架間距的二分之一至三分之一。
皮帶輸送機機頭部設彈簧清掃器,尾部設空段清掃器,清掃器與輸送帶的距離不大于2-3mm,并有著足夠的壓力,接觸長度應在百分之八十五以上。
滾筒按照生產工藝的不同有鋼板焊接結構和鑄鋼結構,但常采用鋼板焊接結構。滾筒表面有光面、包膠、鑄膠三種,參驅動滾筒一般采用包膠滾筒,而改向滾筒多采用光面滾筒。滾筒外圓柱度制造誤差過大,使滾筒兩頭大小不一,導致輸送帶跑偏。驅動滾筒和改向滾筒軸線平行度誤差過大,使皮帶兩邊受力不均,使皮帶跑偏。滾筒長度比輸送帶寬150-200mm,滾筒壁厚大于或小于10mm。滾筒寬度中心線與輸送帶中心線應該重合,其允許偏差小于或等于2mm。滾筒軸線的水平度不超過1mm/m。滾筒中心線與輸送帶中心的垂直度不超過滾筒寬度的千分之二。http://m.sz6868.cn/皮帶輸送機技術整理發布。