
企業動態
自動化流水線在進行快速、穩定,能夠節省勞動力,而被各行各業所廣泛的使用。但在經過常長時的運行也需要定時檢修,下面主要圍繞著輸送配件皮帶的硫化接頭進行如下分析。
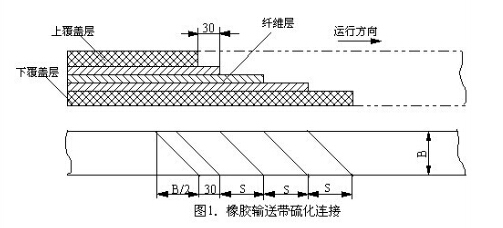
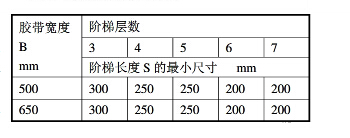
流水線設備進行更換或檢修皮帶可以根據情況采用硫化接頭或機械接頭:其中硫化接頭強度可以達到橡膠本身強度的百分之八十五至百分之九十。機械接頭(打皮帶扣)強度相當于橡膠帶本身的強度的百分之三十五至百分之四十。將接頭部位的纖維層和膠層按照圖1的形式和尺寸剖切成對稱的階級,剖割處表面要求平整,不得有破裂現象;表面要挫毛并保持清潔。階梯長度S的最小尺寸如表2所示。在剖切成的階梯面上涂上膠漿使期粘著。粘接帶芯用的膠漿分成稀漿和稠漿兩種,稀漿為一份橡膠料浸入六份汽油內溶解成的稀湖狀膠漿;稠漿原料與稀膠相同,汽油數量改為三份。接頭時先涂上一層稀漿,待干后再涂一層稠前漿。接頭處覆蓋膠的配方應該與本覆蓋膠一致。
硫化時壓力采用1.0-2.5MPa的壓力(用液壓或螺桿加壓),現場膠接時因設備所限,壓力可以小一些,但最低不得小于0.5MPa。硫化溫度及時間應該根據膠料的性能經過計算和試驗來進行確定,硫化溫度為140-145度,一般不超過143度(用電或蒸汽加熱,硫化時間(一般指硫化溫度從100度升高到143所需要的時間)約為四十五分鐘。膠漿經過硫化反應使得生膠帶變為硫化橡膠。
硫化接頭所需增加的輸送帶附加長度LO可以按下式計算:LO=B/2+S(i-1)式中:
LO—需增加的輸送帶度mm;
B—輸送帶寬度mm;
S—剖割階梯長度mm;
i—纖維層數。
硫化過程中的保溫時間可以按照下式進行計算:
當輸送帶的總厚度小于或是等于25mm時T=1.4(14+0.7i+1.6A)式中
T—保溫時間,min;
i—纖維層數;
A—上膠與下膠的總厚度,mm。在正式硫化前應進行試驗,最后校正溫度和時間兩參數。
接頭斜向必須要正確,順帶膠帶的運行方向。機械接頭處兩端舊皮帶各割去150-250mm。膠帶端部的裁切要嚴格成直角,直角邊緣處應將尖角斜裁切除。對于槽形皮帶,皮帶扣應該隨三節托輥而分三段。在正常情況的膠帶的覆蓋均勻的磨損而合膠帶芯體露出時,或皮帶橡膠層嚴重膠落時,應該進行更換皮帶。http://m.sz6868.cn/自動化流水線技術整理發布。
