企業動態
滾筒是皮帶輸送機的關鍵部件,起驅動輸送帶運行的作用,滾筒制造質量直接影響輸送機運行的可靠性。
1、滾筒結構分析
滾筒由軸、圓筒及兩個接盤組成,接盤是鑄件,圓筒由鋼板卷成。其結構及材質如圖1、表1所示。
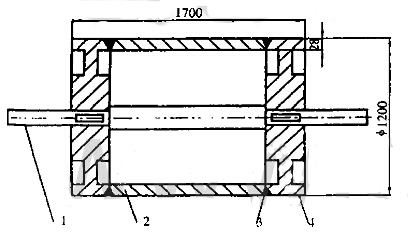
1-滾筒軸 2-圓筒 3-焊縫 4-接盤
圖1 滾筒結構示意圖
表1 滾筒各組成部分材質
| 名稱 | 軸 | 圓筒 | 接盤 |
| 材質 | 40Cr | 16Mn | ZG25 |
軸與接盤平鍵聯接,接盤與圓筒焊接,驅動力傳遞給滾筒軸,軸帶動滾筒整體轉動,從而驅動輸送帶運行。接盤與筒體之間的焊接是制造滾筒的關鍵工藝,以前國內的滾筒常在接盤與圓筒的焊縫處破壞。按設計要求,焊縫質量必須達到JB1152-81超聲波探傷Ⅱ級標準。
結構是對接,如果仍用埋弧焊打底焊,就會產生燒穿現象。如圖1所示滾筒軸的中段粗,軸和圓筒及接盤必須同時裝配,也就是在焊接前必須將軸穿入接盤及圓筒。這樣在焊接時,焊縫內側就無法加焊藥墊施焊,只能在外側單面焊。另外,在設計上不允許在焊縫內側加墊板,只有在焊縫內側不加墊板的情況下,采用單面焊雙面成形的方法焊接,并達到探傷標準。如出現焊縫根部未熔透或燒穿缺陷,返修相當困難,只能一次焊成合格。
2、焊接工藝的確定
(1)焊接方法。經試驗,確定采用CO2和Ar混合氣體保護焊打底焊,然后用埋弧自動焊接的焊接方法。混合氣體保護焊能克服CO2氣體保護焊的缺點,能保證焊接質量。焊接時,將滾筒放在滾輪架上轉動,轉速可以控制。打底焊時焊槍手工操作,采用單面焊雙面成形的方法焊接,保證焊縫根部能熔透又不出現焊穿等缺陷。其余各層焊縫的施焊可將焊槍或埋弧焊機頭固定在滾筒焊縫上方水平位置,利用滾筒轉動實現焊接自動化。