企業(yè)動態(tài)

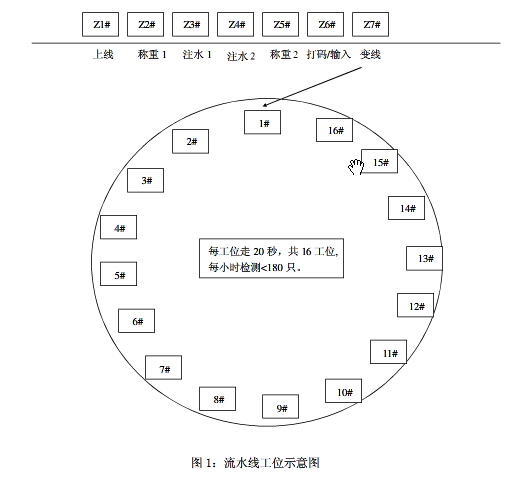
流水線設備工位采用間歇運動方式,走3秒停17秒每20秒走一個位,平均每20秒鐘向旋轉工位進行輸送一個檢測氣瓶。流水線設備為連續(xù)旋轉方式,平均每20秒接受一個檢測氣瓶,并且每20秒完成一個氣瓶的檢測并且分類下線。每個氣瓶需要5.3分鐘走完旋轉工位。直線和旋轉流水線設備密切配合,共設工位23個,每小時可檢測氣瓶180只氣瓶。8小時可測1440只氣瓶。
稱重工位的主要功能是對流水線設備上的空瓶進行稱重,由PLC的開關量輸入輸出模塊,模擬量輸入模塊,稱重傳感器和氣瓶托舉機構組成。托舉機構由氣壓機構完成:當氣瓶達到稱重工位后,計算機發(fā)出稱重命令,氣瓶托舉機構將氣瓶升起全部重量壓在稱重傳感器上,由稱重傳感器完成稱重操作后,將氣瓶放回流水線設備,完成稱重操作。測量框圖如下:
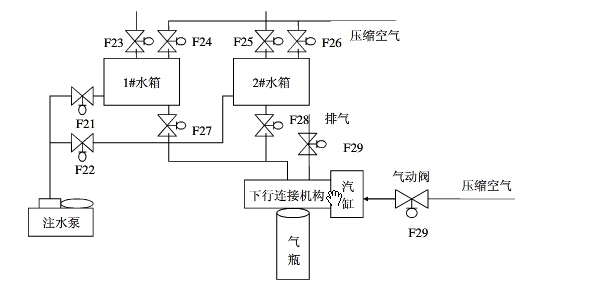
直線工位的Z3、Z4為氣瓶注水工位。此工位完成氣瓶容積百分之一百的注水,當氣瓶移動到此工位時,工位上方的汽缸將瓶閥與氣瓶連接,之后由計算機控制給氣瓶注水。框圖如下:
當氣瓶達到旋轉工位后,計算機控制啟動高壓泵,打開相應的升壓閥門,同時對氣瓶進行升壓,并且監(jiān)視升壓的溫度和壓力,正常情況下升壓的過程會按固定曲線升壓,若是到達某一壓力時升壓過程不能正常運行,說明有泄露現(xiàn)象,氣瓶不能正常升壓為不合格氣瓶,當氣瓶正常壓到設定壓力值時,關閉升壓閥,開啟保壓閥,同時關閉高壓泵,氣瓶進行保壓過程,繼續(xù)檢測氣瓶的壓力,并且通過檢漏傳感器對氣瓶的檢測,若氣瓶有微弱泄露時,此工位的泄露傳感器可以測出氣瓶卸漏的情況。若氣瓶在規(guī)定的保壓時間內無任何卸壓和泄露,說明氣瓶的水壓試驗合格,且無泄露,否則為不合格氣瓶。其間記錄氣瓶的升壓、保壓、卸壓曲線。當氣瓶測試將氣瓶倒置,加壓將水排除,同時對氣瓶內部進行吹掃,達到內部的烘干目的,最后按合格、不合格、及抽檢氣瓶,對氣瓶給予相應的指示,并將氣瓶分類進行推出。http://m.sz6868.cn/流水線設備技術整理發(fā)布。


