企業(yè)動態(tài)

軸承座是連接托輥的輥殼和素有托輥“心臟”之稱的軸承的零件,軸承座位置的偏正對于托輥的徑跳和動旋轉(zhuǎn)阻力兩種性能起著決定性的作用。如果軸承座的位置不符合要求,則會造成托輥的徑向跳動指標(biāo)超差,同時由于兩端軸承同軸度不好,就會造成兩側(cè)的軸承不同軸。待組裝完后,會造成托輥的動旋轉(zhuǎn)阻力值增大,不僅降低了使用壽命,還會使整條皮帶輸送機的運轉(zhuǎn)功率增加。因此,軸承座的組裝是皮帶輸送機托輥生產(chǎn)過程中的關(guān)鍵工序之一。為了解決這一問題,保證托輥軸承座的位置度及兩端軸承座的同軸度,主要應(yīng)從以下幾個方面加以注意:
1、選擇合格的托輥用鋼管制作托輥輥殼
合格的托輥用鋼管包含以下幾個因素:①鋼管的直線度要好;②鋼管的橢圓度要好;③鋼管的壁厚差要小。為了做到以上各點,我們選擇了全國最好的鋼管廠家作為鋼管供應(yīng)商,并且要求鋼管進廠后檢驗要符合國家標(biāo)準(zhǔn)的較高級要求;在鋼管進廠檢驗合格并下料后,用專用機床保證管子兩端的裝配止口的同軸度以及止口處的管子壁厚差,以消除因鋼管原材料的不足而引起的不合格因素。裝配止口工裝圖如圖1所示:
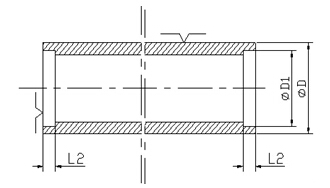
圖1 裝配止口工裝圖
2、選擇合格的軸承座
在軸承座各位置尺寸均合格的前提下,還應(yīng)該保證軸承座法蘭面同其軸承室軸張的垂直度、法蘭面外圓與其軸承室同軸線以及法蘭面的平面擺動量符合規(guī)定要求。為了保證以上幾點,除了對軸承座加強檢查力度,確保軸承座符合圖紙外,還通過設(shè)計專用的胎卡具使軸承座能夠在專用機床上以其軸承室定位卡緊,之后加工其端面和外圓,這樣加工后的軸承座除了符合上述三點要求外,還可以獲得與鋼管止口處相匹配的尺寸,以更好滿足使用要求。軸承座工裝圖如圖2所示:
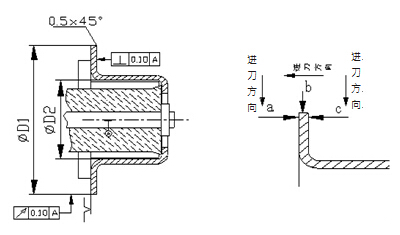
圖2 軸承座工裝圖
3、軸承座的組裝
鋼管和軸承座均加工合格后,即可將軸承座裝入鋼管形成托輥輥殼。因二者之間有一定的過盈量,雖然全部加工了止口,但是在組裝時如果胎具不合適,仍可能造成軸承座壓偏致使兩端軸承座不同軸或軸承座與鋼管不同軸;而采用手工裝入的話,又極易使軸承座變形而影響整個托輥質(zhì)量。所以,我們采用機裝的方法,通過設(shè)計合理的胎具來保證軸承座的位置精度,防止出現(xiàn)組裝偏差;同時采用一次壓裝完成后裝整個組合體沿軸線旋轉(zhuǎn)180°再壓裝一次,從而防止了因胎具而造成的組裝精度不合格問題。