企業(yè)動(dòng)態(tài)

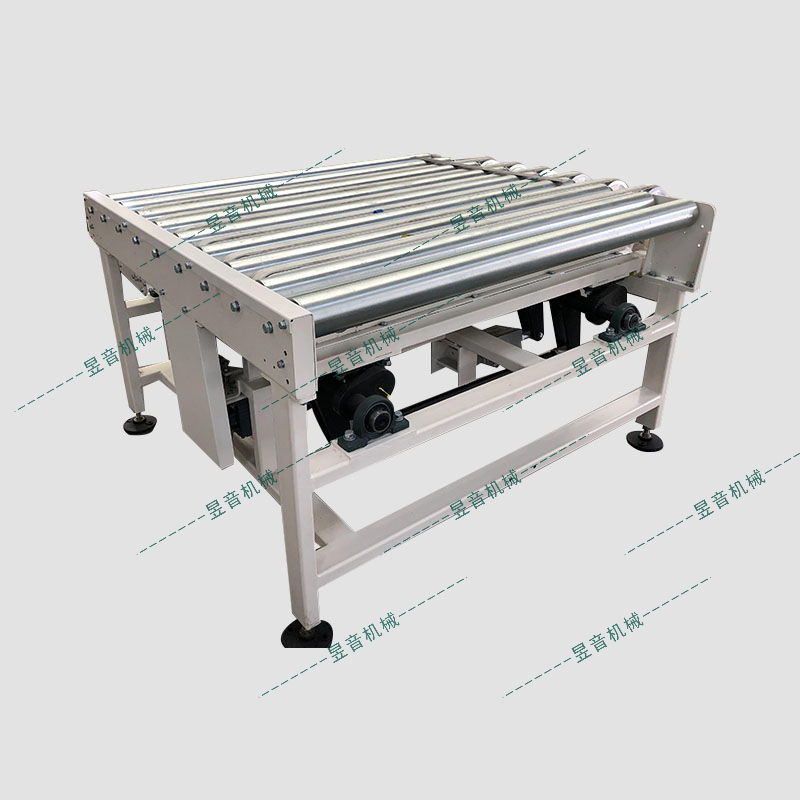
皮帶輸送機(jī)是連續(xù)輸送機(jī)的一種,連續(xù)輸送機(jī)是固定式或移動(dòng)式輸送機(jī)中主要類型之一,其輸送特點(diǎn)是形成裝載點(diǎn)到裝載點(diǎn)之間的連續(xù)物料流,靠連續(xù)物料流的整體運(yùn)動(dòng)來完成物流從裝載點(diǎn)到卸載點(diǎn)的輸送。在工業(yè)、農(nóng)業(yè)、交通等各個(gè)企業(yè)中,連續(xù)輸送機(jī)是生產(chǎn)過程中組成有節(jié)奏的流水作業(yè)輸送線不可缺少的組成部分。皮帶輸送機(jī)運(yùn)行可靠,輸送量大,輸送距離長,維護(hù)簡便,適應(yīng)于冶金煤炭,機(jī)械電力,輕工,建材,糧食等各個(gè)部門。
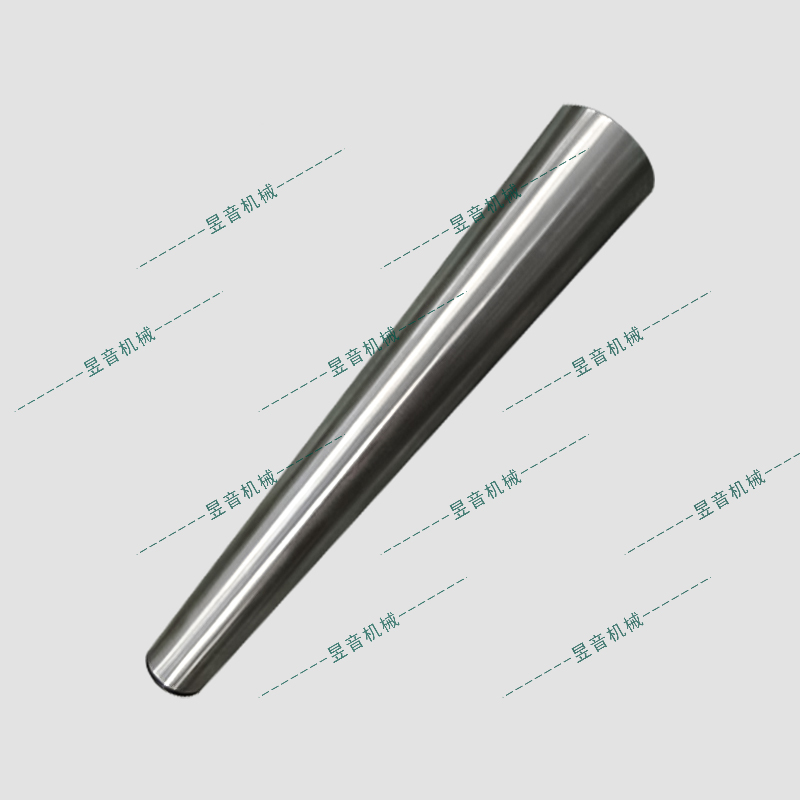
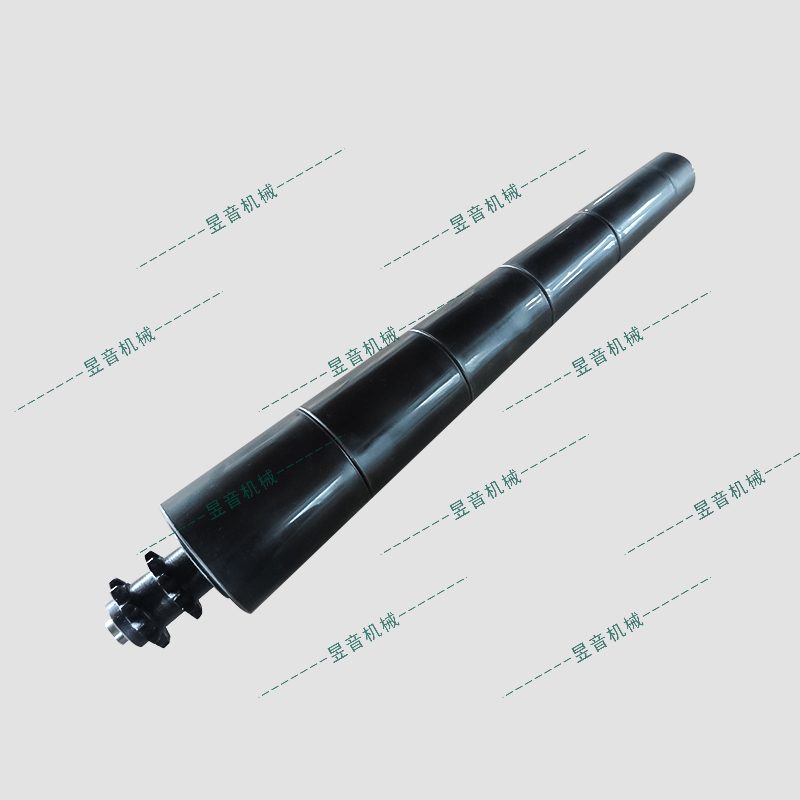
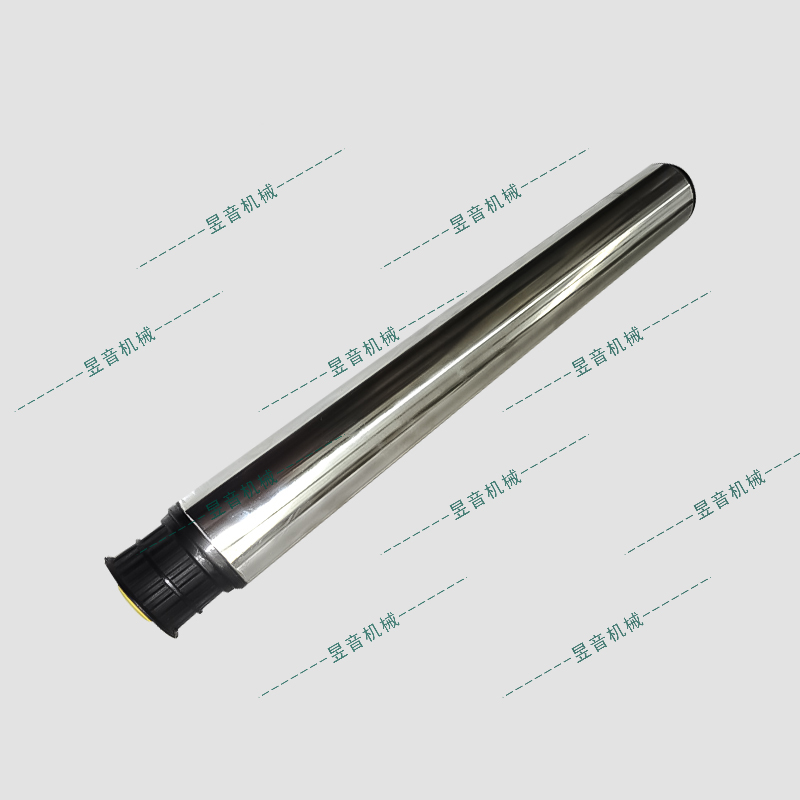
在當(dāng)前的工農(nóng)業(yè)生產(chǎn)過程中,皮帶輸送機(jī)的用途較為廣泛,托輥是皮帶輸送機(jī)上的多用件和易損件。由于一個(gè)大型的皮帶輸送機(jī)上至少需要托輥上千個(gè),使用數(shù)量很大屬于多用件,由于托輥的工作環(huán)境差,加之自身在工作時(shí)的振動(dòng)和磨損較為嚴(yán)重等屬于易損件。 因此,托輥需要大批量生產(chǎn),方能滿足生產(chǎn)企業(yè)的需要。采用一般方法及工藝加工出來的托輥,由于工藝不合理、夾具設(shè)計(jì)的不盡合理等,導(dǎo)致了加工出來的托輥質(zhì)量不高、加工效率低、使用壽命短等。
1、托輥的總體加工工藝分析
為了較好的分析出托輥的加工方案,下面以一種托輥的滾筒加工為例進(jìn)行說明。滾筒兩端的軸承孔為準(zhǔn)89mm,孔內(nèi)壁的表面粗糙度Ra=6.3μm,而圓柱度和同軸度的要求較高。另外壁厚為5mm,屬于薄壁件,因此,在設(shè)計(jì)加工方案時(shí)應(yīng)針對(duì)機(jī)床加工時(shí)采取的措施進(jìn)行全面分析,在加工時(shí)必須解決如下幾個(gè)問題:
①孔的位置必須正確。避免孔的軸心線與管體的軸心線偏差過大;
②保證孔的圓柱度。如果圓柱度超差過大,軸承裝配就比較困難;
③保證兩端孔的同軸度。如果同軸度超差,裝配后,托輥不能均勻轉(zhuǎn)動(dòng),從而使軸承和皮帶及滾筒的使用壽命降低;
④表面粗糙度必須保證,否則將影響到與軸承襯套的配合,筒壁工作時(shí),受力不均勻,將加快滾筒的損壞;
⑤加工時(shí),夾緊力要適合,方向作用點(diǎn)要得當(dāng),而且要求作用均勻。否則容易引起工件變形,這樣加工的廢品率必然升高,造成成本提高,經(jīng)濟(jì)適用性差。
通過以上的分析, 需要我們?cè)谠O(shè)計(jì)機(jī)床和夾具時(shí),盡可能滿足上述幾個(gè)方面的要求。
2、托輥的加工方案的確定
機(jī)床上的加工方法是多種多樣的,根據(jù)托輥的自身特點(diǎn)和加工要求,顯然只有采用車或鏜兩種方法,常用的加工方案分析如下:
(1)方案1:一端車削
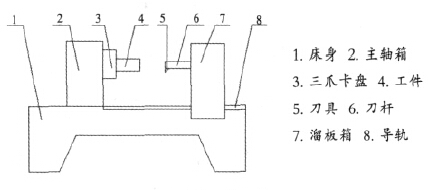
圖1 一端車削
此方法的加工工作原理,如圖1所示。工件4作回轉(zhuǎn)體運(yùn)動(dòng),刀具5直線進(jìn)給,加工好一端后再調(diào)換方向加工另一端,直至加工完成為止。此方案的優(yōu)點(diǎn)是結(jié)構(gòu)簡單、緊湊、容易制造,缺點(diǎn)是加工過程中需要裝夾兩次,外圓又是未加工表面,調(diào)換位置后可能使工件繞兩個(gè)回轉(zhuǎn)軸線旋轉(zhuǎn),不能保證滾筒內(nèi)外圓的同軸度,并且增加了裝夾時(shí)間,生產(chǎn)效率降低。