企業(yè)動態(tài)

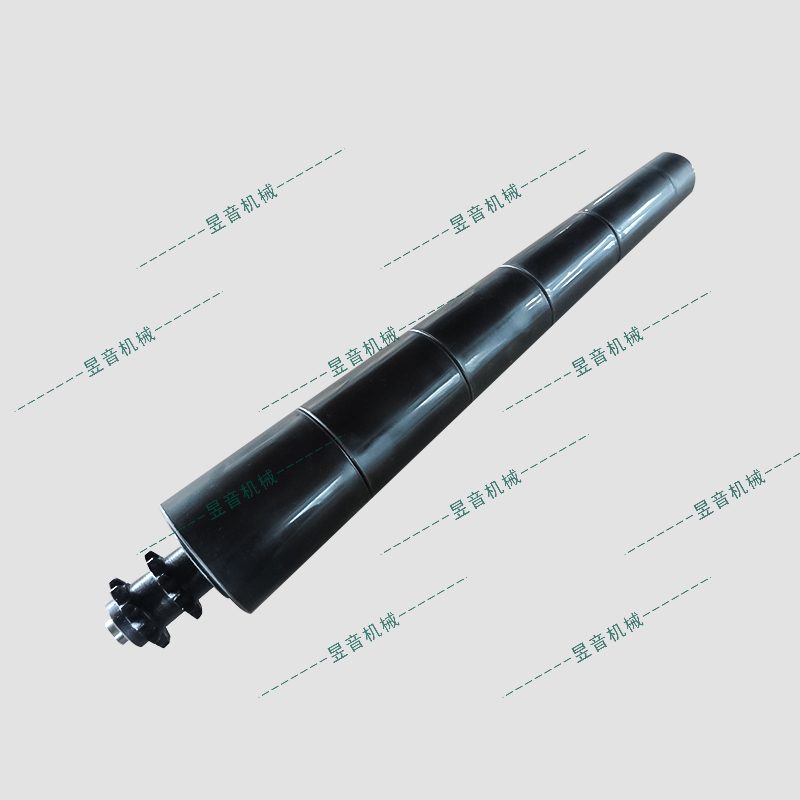
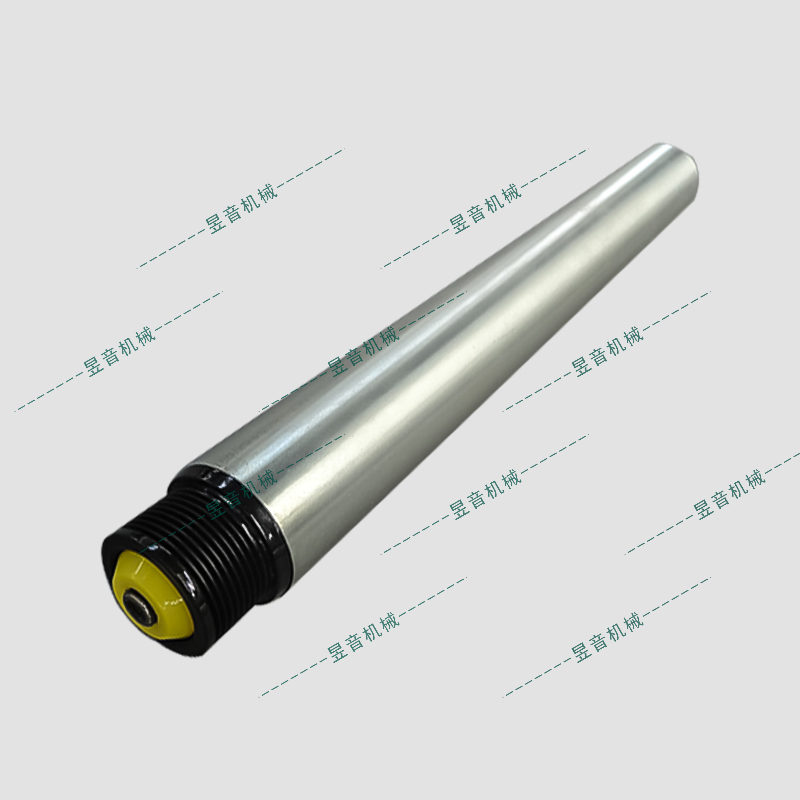
改向滾筒又叫導向滾筒,是皮帶輸送機的重要承載部件,主要作用是改變輸送帶的運行方向或壓緊輸送帶使其增大與傳動滾筒的包角。
該改向滾筒采用鑄焊結(jié)構,輪轂與輪軸之間采用脹套方式聯(lián)接。改向滾筒表面采用平面膠層,表面膠層的形成方式為鑄膠。
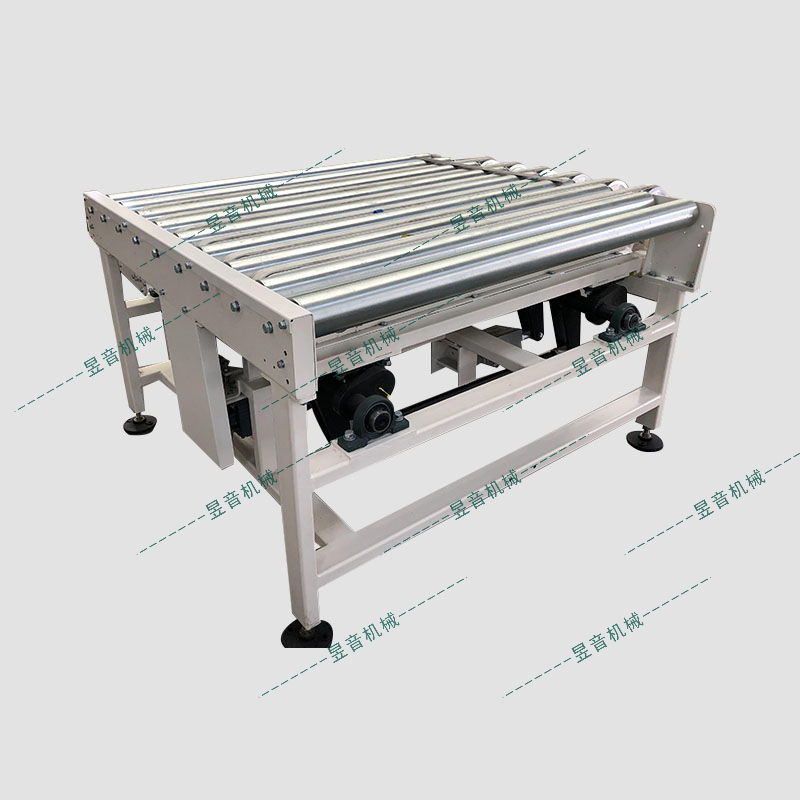
該改向滾筒位于皮帶輸送機頭部,其承受載荷主要是滾筒自重與膠帶張力。其所在皮帶輸送機參數(shù):ST1250型鋼絲繩芯帶(普通阻燃耐寒型),帶寬B=1400mm,帶速2.5m/s,出力為1500t/h,傾角13.6°,全長525米。
1、改向滾筒斷裂現(xiàn)象
2011年7月24日,該滾筒銅皮左側(cè)的環(huán)形焊縫整圈開裂并伴隨有異音。當時專業(yè)立即組織人員對該焊口進行打磨補焊出力,使皮帶輸送機及時恢復備用。
2011年12月14日,該滾筒焊口焊補部位再次發(fā)生開裂,進行了坡口打磨補焊處理,經(jīng)空載試運正常。當重載進行輸送時滾筒仍有異音,隨即停運皮帶輸送機對該滾筒另一側(cè)焊口進行了檢查,發(fā)現(xiàn)該環(huán)形焊縫開裂2/3圈。
改向滾筒焊口開裂對輸送帶運行時受力產(chǎn)生變化,容易引起皮帶跑偏,甚至會劃傷、撕裂皮帶,給皮帶輸送機的安全運行帶來隱患。
2、改向滾筒斷裂原因分析
滾筒本身在運行時選擇,由于輸送量的不恒定,其所受載荷隨順時輸送量作交替變化,因此滾筒出現(xiàn)了隨時間而交替變化的應力。該滾筒長期在交變應力作用下工作,出現(xiàn)了突然斷裂事故,而且是在沒有明顯塑性變形情況下發(fā)生的脆性斷裂,即疲勞破壞。
滾筒焊口部位正是應力集中區(qū)域,銅皮焊口還存在先天焊接缺陷,在經(jīng)過應力多次交替變化后,首先產(chǎn)生細微裂紋,也就是疲勞源,這種裂紋隨著應力循環(huán)次數(shù)的增多而逐漸擴展,裂紋兩端的材料時分時合,并互相研磨,形成斷面的光滑區(qū)域,隨著裂紋的不斷擴展,焊口處的有效面積不斷減少,以至突然斷裂。
3、整改措施
滾筒在交變應力的作用下,反復拉伸壓縮,由于不斷地塑性變形,焊口處在冷作硬化和應力集中的狀態(tài)下,最終導致斷裂。為獲得優(yōu)質(zhì)焊縫、防止焊縫開裂,要保證滾筒的焊接工藝。
(1)焊前準備
由于生產(chǎn)現(xiàn)場機組負荷高、皮帶輸送機停運時間短、施工空間不足等原因,滾筒不能拆除返廠修復,只能現(xiàn)場修補。將皮帶輸送機做好電機停電等安全措施后,在該滾筒前后適當位置打上夾板防止皮帶溜坡,然后吊起配重,整條皮帶松弛后,在頭部用手拉葫蘆拖拽皮帶使該改向滾筒能自由旋轉(zhuǎn)即可。
(2)焊接清理
滾筒在手工焊接時必須進行焊前、焊中、焊后清理,這時獲得優(yōu)質(zhì)焊縫的重要措施之一。用電鏟先將滾筒包膠剔除,用角向磨光機等工具清除焊縫邊緣及焊層之間由于機械切割和融化切割所產(chǎn)生的毛刺、熔渣、飛濺等,以防止焊縫氣孔、夾渣等缺陷的產(chǎn)生。