企業動態
防止皮帶輸送機皮帶跑偏最常用的方法是每隔10組托輥設置一組調偏托輥,這種方式主要是利用調偏托輥在斜置位置所產生的向心力作用實現皮帶調偏。但向心力的作用是有限度的,所以在實際應用中,采用這種方法實施皮帶調偏的效果不佳,特別是在皮帶輸送機長度較長的情況下,調偏托輥的作用更差,以致于不得不經常采用人工拋撒煤泥的辦法進行調偏。這種傳統方法利用皮帶輸送機的摩擦傳動原理,當皮帶向張緊滾筒的B端偏移時,把煤泥撒向A端,這樣就能增大A端摩擦力,從而把輸送皮帶拉回A端, 反之亦然。但這種方式增大了輸送機操作人員的勞動強度,又污染了環境,而且是在輸送機運轉情況下的手工操作,具有一定的危險性。本文所及的皮帶調偏裝置既可克服上述缺陷,又能較好地解決皮帶輸送機的皮帶跑偏問題。
圖1所示為皮帶輸送機新型調偏裝置的工作原理及結構示意圖。
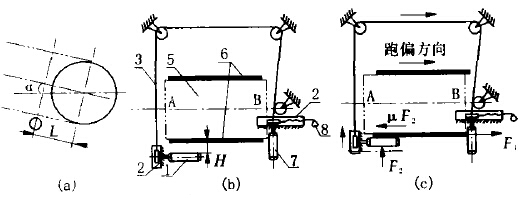
1.摩擦托輥;2.滑動槽(2組);3.鋼絲繩;4.滑輪(3組);5.機尾滾筒;6.輸送皮帶;7.立輥;8.手拉繩
圖1 皮帶輸送機新型調偏裝置結構及工作原理圖
在離機尾滾筒(張緊滾筒)L的地方(L=l50~250mm)設置一摩擦移動托輥(A端),在另一端設置一立輥7。移動托輥與膠帶垂直距離H=7~10mm,通過鋼絲繩連接。在正常狀態下,它們的相互位置如圖1(b)所示。當膠帶向B端偏移(如圖1(c)所示),且超出機尾滾筒邊緣時,輸送皮帶開始對立輥7施加推力,立輥通過滑動槽向右移動,拉動鋼繩,通過滑輪的導向,最后拉動托輥1向上運動并壓向皮帶,以增加A端的摩擦力。對立輥7的推力F1,隨著偏移量的增大而增大,上提托輥l的距離也越大,使托輥對膠帶施加的壓力F2也增強,皮帶在A端所受到的摩擦力μF也不斷增大。而因為B端有一小段皮帶是架空的,此時B端的摩擦力小于A端,輸送皮帶在摩擦力的作用下向中心位置移動,對立輥的推力也隨之減少。當立輥返回到與機尾滾筒右端對齊時,皮帶對立輥的推力消失。因為托輥的重量大于立輥,故在重力作用下,托輥1恢復到距膠帶H處。
同理,當皮帶向A端跑偏時,在安裝方位正好與此相反的另一組托輥與立輥的作用下,可將皮帶復位。這兩組裝置只要安裝在機尾處,便能對經常跑偏的輸送皮帶起到自動調偏的作用,尤其對長距離皮帶輸送機皮帶跑偏的調節效果更顯著。
另外,該裝置還可使用手動調節, 即在滑動構件上增設拉繩或搬手,當皮帶跑偏時,拉動相應端的拉繩,通過滑輪的導向, 即可通過摩擦輥的作用使皮帶返回中心位置。