企業(yè)動態(tài)

托輥的旋轉(zhuǎn)靈活度是考核托輥質(zhì)量的一個重要指標(biāo),每個皮帶輸送機(jī)上都有很多個托輥,托輥的旋轉(zhuǎn)靈活度直接影響輸送機(jī)的壽命,甚至影響到輸送效率。在托輥生產(chǎn)中,經(jīng)常遇到在裝配軸用擋圈時工人用手錘不住敲打,組裝完成后因轉(zhuǎn)動不靈活或轉(zhuǎn)不動而在地面鐵板上用勁摔打托輥等問題。因此有效解決這些問題成為提高托輥質(zhì)量的重要環(huán)節(jié)。為此,上海昱音機(jī)械做了如下的原因分析并提出了解決措施。
1、壓裝原因造成的敲打
裝配軸用擋圈時工人用手錘不住敲打,是因為軸槽露不出來,或有時只露出一個軸槽。首先想到的是壓裝問題,因壓裝不到位或壓裝不準(zhǔn)確會造成此問題的出現(xiàn)。托輥壓裝工序示意圖如圖1所示。
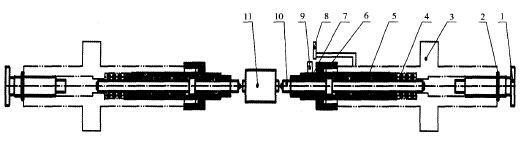
圖1 托輥壓裝工序示意圖
1.螺桿;2.圓螺母;3.油缸缸桿;4 彈簧1;5.彈簧2;6螺母;7周定壓裝頭;8艘近開關(guān);9.觸頭;10.活動芯軸;11.托輥
壓裝原理:固定頂壓頭7通過螺母6安裝在油缸缸桿3內(nèi),活動芯軸10裝在固定頂壓頭中,活動芯軸的縮人長度由調(diào)節(jié)螺桿1控制,彈簧4的預(yù)壓縮量為7mm。
壓裝過程:油缸缸桿3壓縮彈簧4帶動固定頂壓頭7進(jìn)行壓裝,同時活動芯軸10壓縮彈簧5縮入固定頂壓頭內(nèi)。壓裝到位后,活動芯軸尾部接觸到螺桿頭部實現(xiàn)機(jī)械定位,同時開關(guān)8剛好碰到觸頭9給信號,油缸缸桿自動退回原位,即完成一次自動壓裝過程。然而在實際壓裝過程中,活動芯軸頂尖與軸頂尖孔過渡時,因過渡不順暢瞬間阻力增大,芯軸瞬間停滯,而缸桿在液壓力的作用下繼續(xù)前進(jìn)導(dǎo)致彈簧壓縮量先期達(dá)到7mm,接近開關(guān)8碰到觸頭9給信號,油缸缸桿自動退回原位,這樣造成密封、軸承壓裝不到位。不只是在軸尖過渡時候,壓裝過程的其它階段遇到阻力同樣造成密封、軸承壓裝不到位,以至于工人不住用力敲打,目的是竄軸,露出軸槽后裝上軸用擋圈。敲打的過程容易造成擋蓋損壞,配件壓裝過緊而旋轉(zhuǎn)不靈活,費(fèi)事費(fèi)力還影響托輥質(zhì)量。原因分析清楚后,采取措施如圖2所示。
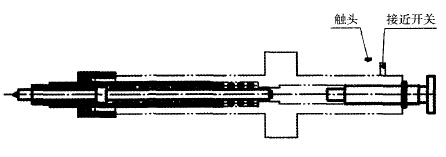
圖2 改進(jìn)后的托輥壓裝原理
措施一:考慮到操作過程的便利,將接近開關(guān)8從頭部調(diào)至尾部,將觸頭9固定在機(jī)床上,接近開關(guān)8與觸頭9的位置根據(jù)壓裝到位后的數(shù)據(jù)計算得出。這樣,即使在壓裝過程中遇到瞬間阻力,油缸桿仍能繼續(xù)前進(jìn),直到到達(dá)規(guī)定位置,接到信號后馬上自動退回。有效解決了壓裝不到位問題。
措施二:螺桿的旋人長度(即活動芯軸縮入的長度)應(yīng)由計算確定或經(jīng)試壓裝調(diào)定,以活動芯軸尾部剛剛接觸到螺桿頭部時信號燈即亮,立即退回原位為準(zhǔn),這樣才不至于造成壓裝過死。一經(jīng)調(diào)定,螺桿不能隨便旋人旋出,有效解決壓裝不準(zhǔn)確問題。