企業動態
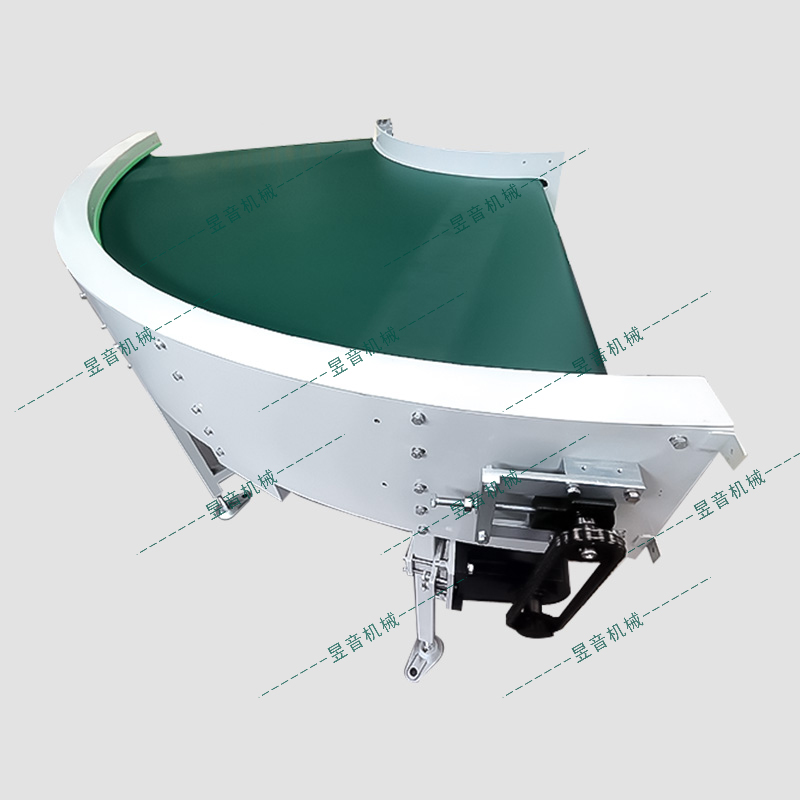
皮帶輸送機又被稱為是膠帶輸送機,廣泛的應用于家電、電子、機械、煙草和印刷、食品等各行各業。皮帶輸送機的輸送線體可以根據工藝的要求來進行選用普通連續運行、節拍運行和變運行等多種控制方式。皮帶輸送機的輸送線還需要因地制宜,可以選用直線、彎道、斜坡等輸送線體形式。
皮帶輸送機在進行安裝時,首先要進行清理安裝現場 ,通過掛垂球、拉尺子來進行確定安裝皮帶輸送機的中心線,使其在任意的25M內,中心線的直線度均保持5MM以內, 其次是在進行安裝包括頭架、驅運轉能架、中間架和尾架在內的機架內,頭架和尾架的孔對角線長差應小于4MM,兩側軸承座螺栓孔間距偏差控制在2MM左右,而在中間架中,孔對角線偏差、架高、孔間距偏差應均在2MM以內;再者是分別就是改向滾筒、傳動滾筒及驅動裝置和拉緊裝置來進行安裝,其中傳動滾筒在軸線上的平行度應該為0.4MM,軸承座充脂量滿足容積的三分之二,滾筒軸線與機架中線的垂直度盡量為其軸長的千分之地左右。最后才進行皮帶的安裝,主要涉及繞過滾筒、硫化、張緊等環節,其中皮帶接頭長應該為皮帶寬的1.2-2倍,割縫方向與皮帶運動方向保持45度,黏合后的皮帶抗拉強度不得低于原皮帶的百分之九十等,并且硫化時間不得低于八小時。

在安裝好以上配件之后,我們首先要做的是進行皮帶輸送機的調試,我們可以建議助絲拉緊少量增減方法對皮帶拉緊裝置進行適當的調整,以此防止皮帶輸送機在運行物料時,發生打滑現象而產生斷帶事故,同時就輸送帶的工作面、饒入方向以及及非工作面的予以密切注意,使其與托輥架保持中心一致,并且確保皮帶接頭既正又直,以免因受力不均造成皮帶的跑偏。
在進行安裝托輥組時,必須對其軸心線進行嚴格控制,確保其與皮帶輸送機的中心線進行保持垂直,鑒于其安裝孔通常為長孔,便于調整,可以皮帶偏移方向為依據,對其相應的一側進行前移操作,如皮帶右側的所有跑偏,應該向前移動托輥組的右側。若是皮帶輸送機為雙向運行或是長度較短,可以借助橫向推力或使托輥的轉動于水平面內用于調整皮帶向心起到糾正跑偏的作用。http://m.sz6868.cn/皮帶輸送機技術整理發布。